
 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804

















Bandeja base de horno tipo pozo FH®
clave de beneficios
- capacidad de carga pesada
La estructura de nervaduras reforzada y los pies de apoyo estratégicamente ubicados distribuyen el peso de manera uniforme: soporta pilas altas de piezas o múltiples cestas sin que el centro se hunda. - Materialeses de alta resistencia a la fluencia
Las aleaciones resistentes al calor 1.4849, 310S o 1.4828 mantienen la estabilidad dimensional entre 850 y 1050 °c, sin deformación progresiva durante cientos de ciclos. - Circulación de gas optimizada
Los pies elevados crean un espacio entre la bandeja y el fondo del horno, lo que permite que el gas caliente o la atmósfera fluyan debajo de la capa más baja para un calentamiento uniforme. - Anticarburación / Antinitruración
Las aleaciones con alto contenido de silicio (1.4849 / 1.4828) resisten la penetración de carbono y nitrógeno y prolongan la vida útil en atmósferas agresivas. - forma y tamaño personalizados
Circular o rectangular: adaptado con precisión al diámetro o las dimensiones internas de su horno. Opciones segmentadas para grandes diámetros.
Especificaciones técnicas
| Parámetro | valor |
| Materiales típicos | 1.4849, 310S, 1.4828 (especificado por el cliente) |
| Máx. temperatura continua | 1050°C (1,4849) / 950°C (310S) / 1000°C (1,4828) |
| forma | Circular (estándar) o rectangular |
| Altura de los pies de apoyo | 50 – 200 mm (personalizado) |
| Patrón de cuadrícula | Rejilla abierta / placa perforada / maciza fundida |
| Máx. cargar | 500 – 3000 kg (según el diseño) |
| fabricacion | Soldadura de precisión o fundición a la cera perdida. |
| Diámetros estándar | 600 mm, 800 mm, 1000 mm, 1200 mm (disponible a medida) |
| vida útil esperada | 300 – 600 ciclos (dependiendo del material y la atmósfera) |
| Certificado de prueba de material (MTC) incluido con cada bandeja base de tratamiento térmico FH® | |
¿Por qué elegir las bandejas para base de horno tipo pozo FH®?
1. La base de toda tu carga
La bandeja base soporta todo lo que está encima. si se hunde, se agrieta o falla, todo el lote se ve comprometido: las piezas pueden volcarse, las cestas pueden atascarse y el calentamiento se vuelve desigual. Las bandejas base FH® están diseñadas específicamente para esta función crítica.
2. Guía de selección de materiales
| Material | Temperatura máxima | Mejor para |
| 310S | 950°C | Carburación / endurecimiento general, cargas moderadas |
| 1.4828 | 1000°C | Recocido a mayor temperatura, buena anticarburación. |
| 1.4849 | 1050°C | Cargas pesadas, ciclos largos, atmósferas de carburación agresivas. |
| Base de Ni fundida | 1100°C | Condiciones extremas (pedido especial) |
3. características de diseño que importan
| característica | beneficio |
| Parte inferior reforzada | Evita que el centro se hunda bajo cargas pesadas |
| Pies de apoyo elevados | Permite el flujo de gas debajo de la capa inferior: calentamiento uniforme |
| Superficie superior lisa | Base estable para apilar cestas |
| Esquinas redondeadas (rectangulares) | Reduzca la concentración del estrés. |
| Construcción segmentada (grandes diámetros) | Fácil instalación mediante apertura superior |
| Superficie preoxidada | forma una capa protectora de óxido – reduce la incrustación |
4. Anticarburización = Vida más larga
- En los hornos de cementación, el carbón penetra y fragiliza las bandejas ordinarias. Utilización de FH®:
- Aleaciones con alto contenido de silicio (1.4828, 1.4849): el silicio forma una barrera contra la difusión de carbono.
- Tratamiento de preoxidación: crea una capa estable de cr₂O₃/siO₂
- Superficies lisas: reducen la adhesión de carbono y la acumulación de hollín.
Aplicaciones
- Hornos de cementación de pozo/foso
- Hornos de recocido de pozo
- Hornos de templado tipo pozo (temperatura media-alta)
- Hornos de nitruración de gas de pozo (con 310S o 1.4849)
- Piezas: engranajes grandes, ejes, anillos, matrices, herramientas, tubos largos, piezas fundidas pesadas.
Tabla de grados de materiales:
| Acero resistente al calor | |||||||||||||
| / | ES | DIN | ASTM | JIS | Composición química (%) | Temperatura máxima de funcionamiento | |||||||
| C | si | mín. | cr | Ni | Nb/Cb | Mo | Otro | ||||||
| 1 | ZG40Cr27Ni4 | 1.4823 | alta definición | SCH11 | 0,30 - 0,50 | ≤2,00 | ≤1,00 | 24.00 - 28.00 | 4.00 - 6.00 | - | ≤0,50 | - | 1050℃ |
| 2 | ZG40Cr22Ni10 | 1.4826 | frecuencia cardiaca | SCH12 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 19.00 - 23.00 | 8.00 - 12.00 | - | ≤0,50 | - | 950℃ |
| 3 | ZG30Cr28Ni10 | - | el | SCH17 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 | 8.00 - 11.00 | - | - | - | 1050℃ |
| 4 | ZG40Cr25Ni12 | 1.4837 | HH | SCH13 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 27.00 | 11.00 - 14.00 | - | ≤0,50 | - | 1050℃ |
| 5 | ZG30Cr28Ni16 | - | hola | SCH18 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 | 14.00 - 18.00 | - | - | - | 1100℃ |
| 6 | ZG40Cr25Ni20Si2 | 1.4848 | hong kong | SCH21 | 0,30 - 0,50 | ≤1,75 | ≤1,50 | 23.00 - 27.00 | 19.00 - 22.00 | - | ≤0,50 | - | 1100℃ |
| 7 | ZG30Cr20Ni25 | - | hn | SCH19 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 19.00 - 23.00 | 23.00 - 27.00 | - | - | - | 1100℃ |
| 8 | ZG40Cr19Ni39 | 1.4865 | HU | SCH20 | 0,35 - 0,75 | ≤2,50 | ≤2,00 | 17.00 - 21.00 | 37.00 - 41.00 | - | - | - | 1020℃ |
| 9 | ZG40Cr15Ni35 | 1.4806 | HT | SCH15 | 0,35 - 0,70 | ≤2,00 | ≤2,00 | 15.00 - 19.00 | 33.00 - 37.00 | - | ≤0,50 | - | 1000℃ |
| 10 | ZG40Cr25Ni35Nb | 1.4852 | caballos de fuerzaCb | SCH24Nb | 0,30 - 0,50 | ≤2,00 | ≤2,00 | 24.00 - 28.00 | 33.00 - 37.00 | 0,80 - 1,80 | ≤0,50 | - | 1100℃ |
| 11 | ZG40Cr19Ni39Nb | 1.4849 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 18.00 - 21.00 | 36.00 - 39.00 | 1,20-1,80 | ≤0,50 | - | 1100℃ |
| 12 | ZG40Cr24Ni24Nb | 1.4855 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 23.00 - 25.00 | 23.00 - 25.00 | 0,80 - 1,80 | ≤0,50 | - | 1050℃ |
| 13 | ZG40Cr25Ni35 | 1.4857 | caballos de fuerza | SCH24 | 0,35 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 28.00 | 33.00 - 37.00 | - | ≤0,50 | - | 1100℃ |
| 14 | ZG1Cr20Ni32Nb | 1.4859 | - | - | 0,06 - 0,15 | 0,50 - 1,50 | ≤2,00 | 19.00 - 21.00 | 31.00 - 33.00 | 0,50 - 1,50 | ≤0,50 | - | 1050℃ |
| 15 | ZG45Cr12Ni60 | - | HW | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 10.00 - 14.00 | 58,00 - 62,00 | - | - | - | 1100℃ |
| 16 | ZG45Cr18Ni66 | - | HX | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 15.00 - 19.00 | 64,00 - 68,00 | - | - | - | 1100℃ |
| 17 | ZG1Cr28Co50 | 2.4778 | - | - | 0,05 - 0,25 | 0,50 - 1,00 | ≤1,50 | 27.00 - 30.00 | ≤1,00 | ≤0,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 18 | ZG30Cr28Co50Nb | 2.4779 | - | - | 0,25 - 0,35 | 0,50 - 1,50 | 0,50 - 1,50 | 27.00 - 29.00 | - | 1,50 - 2,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 19 | ZG40Cr28Ni48W5 | 2.4879 | - | SCH42 | 0,35 - 0,55 | 1,00 - 2,00 | ≤1,50 | 27.00 - 30.00 | 47,00 - 50,00 | - | ≤0,50 | Ancho: 4,0 - 5,5 | 1200℃ |
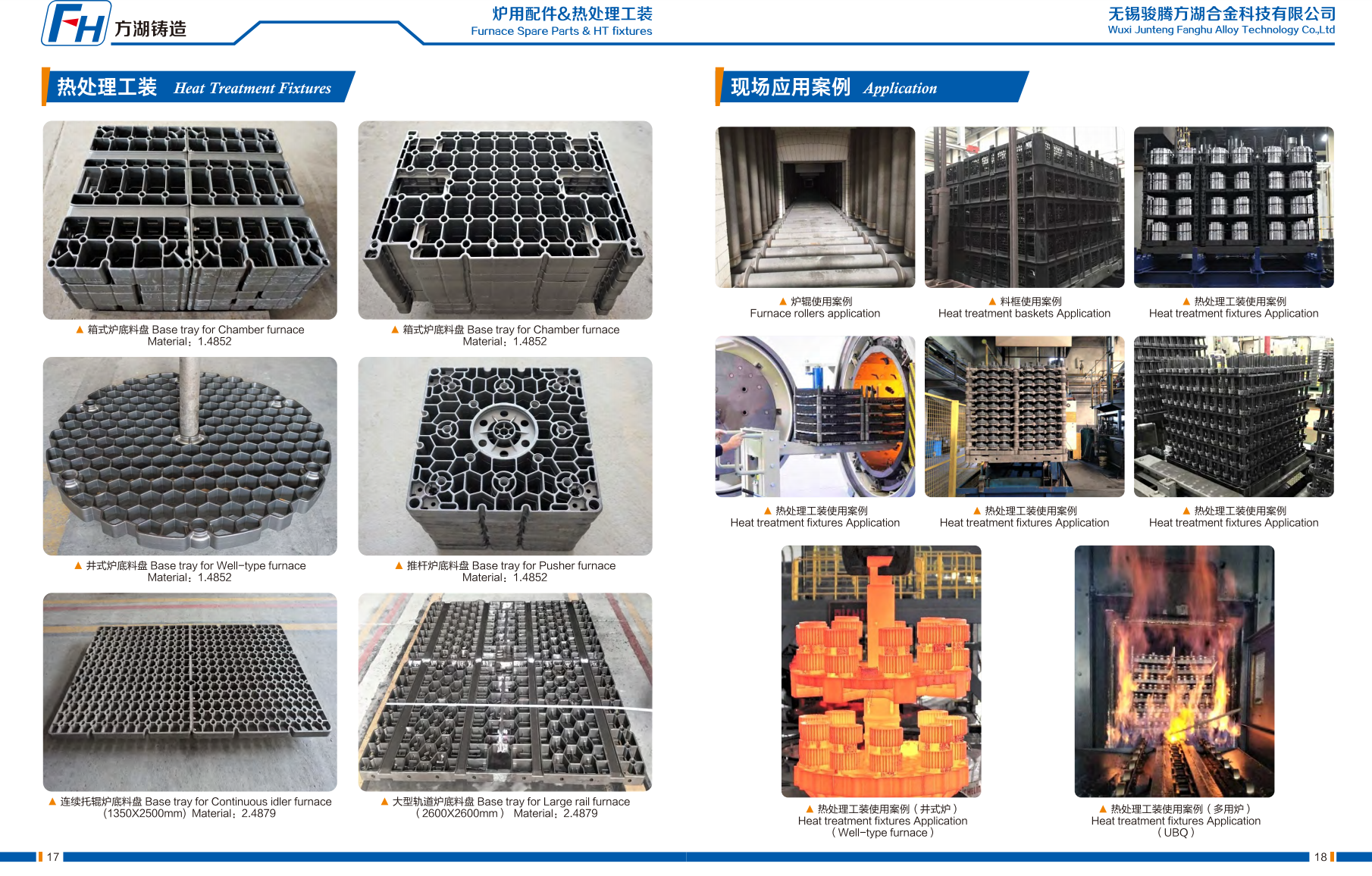
Fotos genuinas de las bandejas base de tratamiento térmico FH®
Proceso de pedido
- Proporcione el diámetro interno del horno (o largo × ancho) y la profundidad.
- Comparte el peso máximo de carga y la temperatura de funcionamiento.
- Especificar atmósfera (aire, carburación, endogas, nitrógeno, amoniaco)
- FH® propone calidad de material, patrón de cuadrícula, altura del pie y disposición de las nervaduras.
- Producción: 10-20 días laborables
- La entrega incluye: MTC, informe de inspección de planitud, guía de instalación
Preguntas frecuentes:
P1: ¿Por qué necesito una bandeja base especial para mi horno de pozo? ¿No puedo simplemente usar una canasta normal en el piso del horno?
R: Colocar las cestas directamente sobre el piso del horno bloquea la circulación de gas debajo de la capa inferior, lo que provoca un calentamiento desigual. También concentra todo el peso en una pequeña área de contacto. Las bandejas de base FH® cuentan con pies elevados para el flujo de gas y nervaduras reforzadas para distribuir cargas pesadas de manera uniforme, evitando un calentamiento desigual y fallas prematuras de la bandeja.
P2: ¿Qué material recomienda para un horno de cementación de pozo a 930 °C con una carga total de 1200 kg?
R: 1,4849 es nuestra recomendación. Ofrece la mejor resistencia a la fluencia y anticarburación para cargas pesadas a 930°C. Vida útil prevista: 400–600 ciclos. El 310S estaría en el límite con esa carga y temperatura; se espera que se hunda después de 150 a 200 ciclos. Podemos proporcionarle un análisis de costos del ciclo de vida para ayudarlo a decidir.
P3: ¿Cómo limpio y mantengo la bandeja base?
R: Cada 100 a 150 ciclos, retire la bandeja durante el apagado programado y pulverice ligeramente (perlas de vidrio, ≤0,3 MPa) para eliminar el hollín y las incrustaciones sueltas. Compruebe la planitud en una superficie nivelada. Si el hundimiento excede los 5 mm en 1000 mm, considere reemplazarlo o repararlo. No martille ni enderece con calor; Esto introduce puntos de tensión que provocan grietas.
P4: Mi horno de pozo tiene un diámetro de 1400 mm. ¿Puedes hacer una bandeja base de una sola pieza?
R: Para diámetros superiores a 1000 mm, normalmente recomendamos diseños segmentados (3 o 4 piezas entrelazadas). Los segmentos son más fáciles de instalar a través de la abertura superior sin entrar al horno. También manejan mejor la expansión térmica que una sola pieza grande. Sí, también podemos fabricar una sola pieza si su horno permite acceso lateral o inferior; confirme el método de acceso.
P5: ¿Se puede utilizar esta bandeja base en un horno de nitruración de gas tipo pozo?
R: Sí. Para nitruración de gas (500–580°C), recomendamos 310S o 1.4849. Ambos resisten mejor la fragilización por nitruración que los grados inferiores. Tenga en cuenta que todas las bandejas de acero inoxidable desarrollarán una capa de nitruro en la superficie con el tiempo; Se recomienda una limpieza regular cada 50 a 80 ciclos. Para la nitruración iónica (plasma), recomendamos superficies lisas y bordes redondeados para reducir la formación de arcos.
P6: ¿Cuál es su garantía? ¿Proporcionan certificados de materiales?
R: 12 meses contra defectos de fabricación (fisuras de soldadura, defectos de fundición, defectos de material). La fluencia normal, la carburación/nitruración de la superficie y el hundimiento gradual se consideran desgaste normal y no están cubiertos. Cada bandeja base viene con un certificado de prueba de material (MTC) para una trazabilidad completa. Los informes de inspección de soldadura están disponibles para pedido.






 Tel: 0086-510-883331288
Tel: 0086-510-883331288  Dirección:
Dirección: Dirección de la oficina: Sala 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, República Popular China Código postal: 214000.
Dirección de la oficina: Sala 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, República Popular China Código postal: 214000. 