

 Jul 06, 2026
Jul 06, 2026 Contenido
En condiciones industriales normales, un dispositivo de tratamiento térmico de aleación fundida resistente al calor suele durar 300 a 600 ciclos térmicos , o aproximadamente 2 a 5 años dependiendo de la frecuencia del ciclo, la atmósfera del horno y el patrón de carga. El verdadero costo del ciclo de vida no es solo el precio de compra: es la suma del costo inicial, la frecuencia de reemplazo multiplicada por el precio unitario, la energía adicional consumida por un dispositivo de gran tamaño o degradado, la mano de obra de mantenimiento y los desechos causados por fallas en el dispositivo. Un accesorio con un precio inicial más alto pero con un ciclo de vida más largo y mejor estabilidad de carga casi siempre produce un costo más bajo por pieza tratada en un período de dos a tres años.
La vida útil se mide en ciclos térmicos en lugar de tiempo calendario, porque un accesorio utilizado en un horno continuo de tres turnos acumula desgaste mucho más rápido que uno utilizado en un solo lote diario. La siguiente tabla refleja los rangos de campo comunes informados para accesorios de aleación fundida resistente al calor que funcionan dentro de su ventana de temperatura nominal y condiciones normales de mantenimiento.
| Tipo de horno | Ciclo de vida típico | Vida típica del calendario |
| Horno de pozo / de pozo | 300 - 600 ciclos | 2 - 4 años |
| Horno de vacío | 400 - 700 ciclos | 3 - 5 años |
| Horno de solera de rodillos/cinta de malla continua | 250 - 450 ciclos | 1,5 - 3 años |
| Horno tipo campana/bogie | 350 - 600 ciclos | 2,5 - 4,5 años |
Estas cifras suponen que el dispositivo no está sobrecargado más allá de su capacidad nominal de diseño y que el control de la atmósfera del horno se mantiene dentro de las especificaciones. Los hornos continuos tienden a mostrar una vida útil más corta porque el accesorio acumula ciclos mucho más rápido, aunque la tasa de desgaste por ciclo puede ser comparable a la de los equipos de horno discontinuo.
Cuatro mecanismos impulsan la degradación de los accesorios y cada uno responde de manera diferente a las elecciones de diseño y materiales.
El costo total de propiedad de un juego de accesorios se expresa mejor como: costo inicial, más frecuencia de reemplazo multiplicado por el costo unitario, más costo de energía incrementado por exceso de masa del accesorio o mala eficiencia de apilamiento, más costo de mantenimiento, más costo de desecho causado por fallas de piezas relacionadas con el accesorio. Cada elemento es cuantificable y debe rastrearse por separado en lugar de juzgarse únicamente en la factura de compra.
| Elemento de costo | Qué incluye | Participación típica del TCO |
| Compra inicial | Fundición, mecanizado, aleación premium, flete. | 25 - 35 por ciento |
| Costo de reemplazo | Precio unitario multiplicado por el número de reemplazos durante el período de evaluación | 30 - 45 por ciento |
| Pérdida de energía | Combustible o energía adicional para calentar accesorios de gran tamaño o deformados. | 10 - 15 por ciento |
| Mantenimiento y tiempo de inactividad | Inspección, reparación, soldadura, revestimiento, mano de obra de cambio. | 10 - 15 por ciento |
| Desecho y retrabajo | Piezas perdidas o reelaboradas debido a deformación o colapso del dispositivo. | 5 - 15 por ciento |
Un dispositivo con un precio entre un 20 y un 30 por ciento más alto pero construido con una aleación enriquecida con níquel como 1.4852 o 2.4879 puede extender el ciclo de vida entre un 40 y un 60 por ciento, lo que generalmente compensa el mayor precio de compra dentro del primer ciclo de reemplazo y reduce el costo de la mezcla por lote tratado posteriormente.
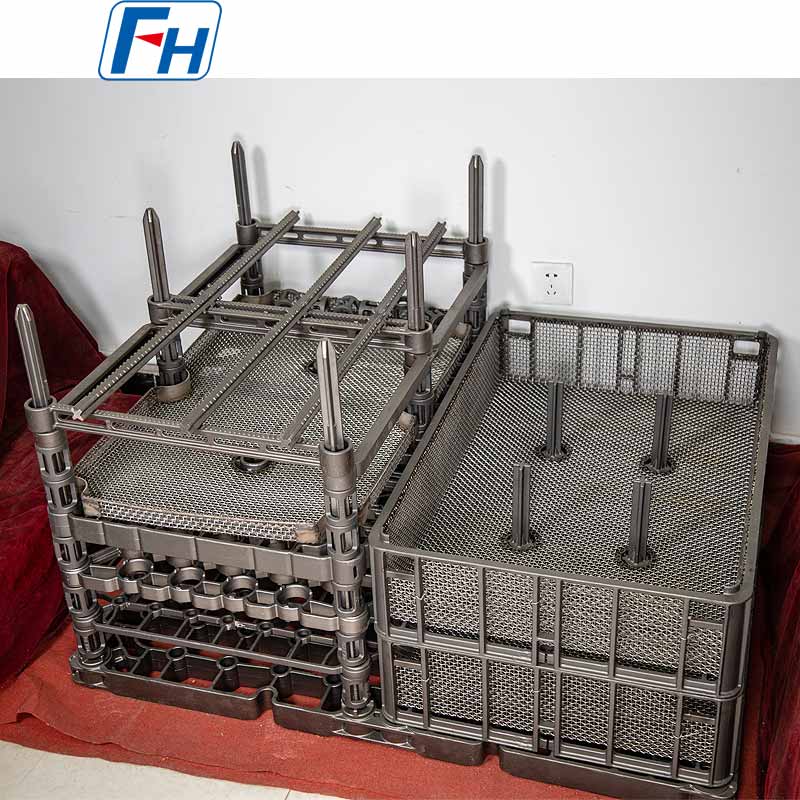
Una selección representativa de accesorios de aleación fundida resistente al calor diseñados para diferentes tipos de hornos, perfiles de carga y rangos de temperatura de funcionamiento.




No todos los accesorios necesitan la aleación más cara disponible. Hacer coincidir el grado con la atmósfera y la temperatura reales evita pagar por un rendimiento que nunca se utilizará, mientras que una especificación insuficiente conduce a fallas prematuras y costos ocultos de desechos.
| Grado de aleación | Temperatura máxima de trabajo | Aplicación más adecuada |
| 1,4848 / 1,4849 | Hasta 1100°C | Cestas y bandejas de base para cementación, templado y recocido en general. |
| 1.4852 | Hasta 1180°C | Hornos tipo pozo y estilo IPSEN con cargas más pesadas |
| 2.4879 / A base de níquel | Hasta 1250°C | Ciclos enfriados por gas, piezas aeroespaciales, servicio de alto choque térmico. |
| Serie Cr25Ni20 / HK-HP | Hasta 1150°C | Tubos radiantes, rodillos de horno y partes internas de hornos estructurales. |
Los accesorios rara vez funcionan de forma aislada, por lo que un modelo realista de costos del ciclo de vida también debe tener en cuenta los componentes que comparten el mismo entorno del horno. Los rodillos del horno y los conjuntos de rodillos de solera para hornos de cinta de eslabones fundidos experimentan mecanismos de fluencia y oxidación similares, y su programa de reemplazo a menudo se superpone con los cambios de accesorios. Los tubos de calor radiante producidos mediante fundición centrífuga generalmente se evalúan según la misma curva de rendimiento de la aleación, ya que ambas partes dependen de piezas fundidas de acero resistentes al calor y resistentes a la fluencia. Las cestas de fundición de precisión, las bandejas de base de tratamiento térmico y los accesorios soldados de tratamiento térmico comparten la ruta de cera perdida o fundición a la cera perdida que proporciona superficies lisas y menores tensiones.
Para líneas continuas y accionadas por cadena, los pilares del horno, los rieles y rodillos del horno AFC, el cabezal empujador del AFC y las placas de cadena para hornos de fundición en cadena deben revisarse junto con la vida útil del accesorio, ya que un riel o componente empujador desgastado puede introducir una carga desigual que acelera la fatiga del accesorio. Los equipos giratorios, como las aspas del ventilador Ipsen y los revestimientos resistentes al desgaste alrededor de la zona caliente, también afectan la uniformidad de la atmósfera, lo que a su vez cambia la uniformidad con la que un dispositivo calienta y enfría en un lote.
Un accesorio que muestra oxidación superficial en etapa temprana o deformación menor por debajo del 2 por ciento de su dimensión original suele ser un buen candidato para recubrimiento o reparación puntual. Una vez que el agrietamiento alcanza un miembro principal que soporta la carga, o la deformación excede la tolerancia necesaria para una carga uniforme de la pieza, el reemplazo es más económico que la reparación continua, ya que las reparaciones repetidas con soldadura en una pieza fundida con muchos ciclos introducen nuevos puntos de concentración de tensiones y aumentan el riesgo de falla dentro del horno.
La vida útil de los accesorios fundidos resistentes al calor generalmente oscila entre 300 y 600 ciclos, y el costo del ciclo de vida siempre debe modelarse utilizando la fórmula completa en lugar del precio de compra únicamente. Seleccionar el grado de aleación que coincida con la temperatura y la atmósfera reales del horno, rastrear los ciclos en lugar de los días calendario y coordinar el mantenimiento de accesorios, rodillos, rieles y partes internas del horno relacionadas producen en conjunto el costo sustentable más bajo por lote tratado.



Centrarse en diseñar y fabricar piezas de acero de aleación desde 2006
 Tel: 0086-510-883331288
Tel: 0086-510-883331288  Dirección:[email protected]
Dirección:[email protected]  Dirección de la oficina: Sala 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, República Popular China Código postal: 214000.
Dirección de la oficina: Sala 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, República Popular China Código postal: 214000. 

 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804