Jul 13, 2026
Jul 13, 2026 Contenido
Si su horno funciona a más de 950°C, transporta cargas pesadas o irregulares, o funciona en un ciclo continuo con choque térmico frecuente, un cesta de tratamiento térmico fundida es casi siempre la mejor opción. Si su proceso se ejecuta a temperatura moderada, necesita un flujo rápido de aire o gas alrededor de piezas pequeñas, o necesita mantener el peso de la canasta bajo para ahorrar energía, un cesta de malla forjada o de alambre Por lo general, le brindará un mejor servicio y le costará menos por adelantado. La respuesta correcta depende menos de las preferencias y más del peso de la carga, el tipo de horno y cuántos ciclos térmicos tiene que sobrevivir la canasta.
Ambos tipos de cesta se utilizan en hornos de cámara, de foso, de empujador, de vacío y de solera de rodillos, pero se construyen de manera diferente y se comportan de manera diferente bajo calentamiento y enfriamiento repetidos. La siguiente tabla resume las diferencias prácticas que más importan al especificar una canasta.
| factores | Cesta fundida | Cesta de malla de alambre / forjado |
|---|---|---|
| Método de fabricación | Fundición a la cera perdida o fundición centrífuga de acero aleado. | Soldado o tejido a partir de barras, varillas o alambres de acero formados. |
| Capacidad de carga típica | Cargas medias a pesadas, concentradas o irregulares. | Piezas pequeñas de ligeras a medianas, distribuidas uniformemente |
| Resistencia al ciclo térmico | Alto, resiste la fatiga térmica y la deformación. | Las secciones moderadas y más delgadas se fatigan más rápidamente al realizar ciclos repetidos. |
| Flujo de aire/penetración de gas | Secciones de pared más bajas y más densas | La estructura alta y abierta se adapta a la cementación y enfriamiento con gas. |
| Peso | Más pesado, añade masa térmica a la carga. | Más ligero, reduce el consumo de energía del horno por ciclo. |
| Reparación y modificación | Difícil una vez lanzado, reparación de campo limitada | Más fácil de volver a soldar, parchar o remodelar en el sitio |
| Vida útil típica | Más tiempo en condiciones de alta temperatura y alta carga | Más corto bajo carga alta, más largo bajo trabajo liviano |
| Mejor tipo de horno | Horno de pozo, horno de solera de rodillos, horno de baño de sal | Horno de cámara, horno de cinta de malla, horno de soldadura fuerte al vacío |
Una canasta fundida se produce mediante fundición a la cera perdida o fundición centrífuga, lo que permite que las nervaduras de soporte internas, las juntas de las esquinas y las secciones de carga se formen como una única estructura continua en lugar de ensamblarse a partir de piezas soldadas separadas. Esto es importante porque las uniones soldadas suelen ser el primer punto de falla en un accesorio de horno. Bajo calentamiento repetido por encima de los 1000 °C y enfriamiento rápido, una unión soldada experimenta tensión térmica concentrada en la línea de soldadura, mientras que una estructura fundida distribuye esa tensión a través de una sección transversal con una transición suave.
En términos prácticos, una canasta fundida construida con aleaciones resistentes al calor como 1.4849 o 2.4879 generalmente puede soportar varios cientos de kilogramos de piezas distribuidas de manera desigual sin hundimientos localizados, lo cual es común cuando los engranajes en bruto, los ejes o los componentes forjados se cargan descentrados. La fundición centrífuga es particularmente efectiva para producir secciones de pared densas y de grano fino que resisten la deformación por fluencia a altas temperaturas sostenidas, lo que la convierte en una ruta preferida para las cestas utilizadas en hornos de solera de rodillos continuos o de empuje donde el accesorio casi nunca se enfría completamente entre ciclos.
La malla de alambre y las cestas forjadas se fabrican a partir de barras de acero formadas o alambre que se suelda en una estructura de rejilla o tejido de cesta. Debido a que las secciones de las paredes son delgadas y abiertas, estas cestas transportan mucha menos masa térmica que un equivalente fundido del mismo tamaño. Esa diferencia no es trivial: en los hornos de carburación con gas o de soldadura fuerte al vacío, cada kilogramo de masa del dispositivo debe calentarse y enfriarse junto con las piezas de trabajo, y una cesta más ligera puede reducir el tiempo del ciclo y el coste energético asociado en un margen mensurable.
La estructura de malla abierta también permite que el aceite de enfriamiento, el gas protector o la atmósfera de vacío lleguen a la superficie de la pieza de trabajo de manera más uniforme, razón por la cual las cribas de malla son equipo estándar en hornos de soldadura fuerte al vacío y cementación de baja presión. Para sujetadores pequeños, componentes de cojinetes o piezas de paredes delgadas que no generan cargas puntuales pesadas, una canasta de malla soldada suele ser más liviana en la grúa, más fácil de cargar con el brazo robótico y menos costosa de reemplazar cuando eventualmente se desgasta.
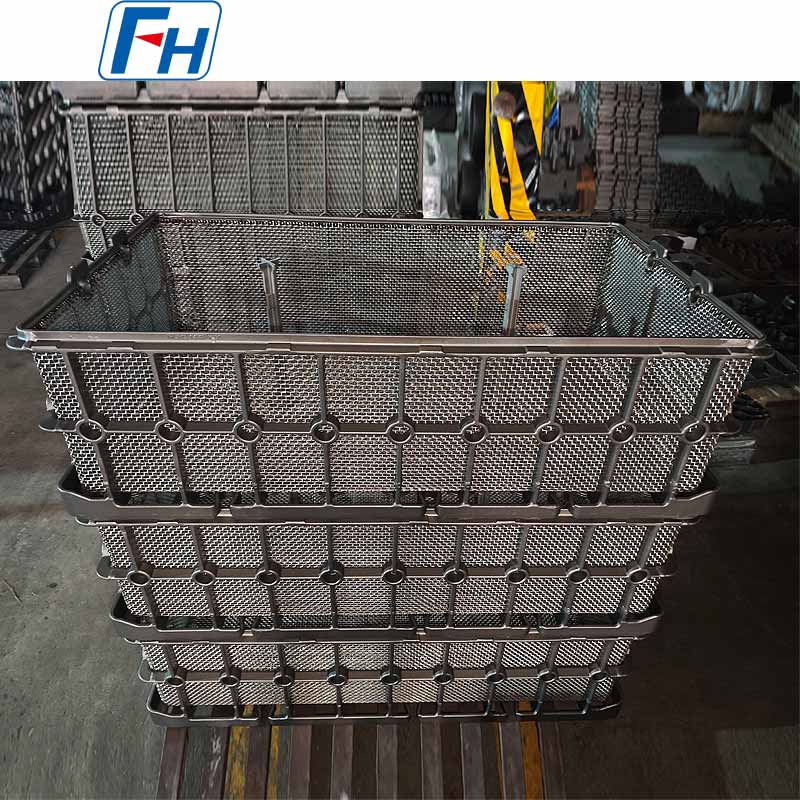
La comparación anterior se vuelve más fácil de aplicar una vez que vea cómo se construyen realmente estas estructuras. La siguiente selección muestra diseños de canastas de malla soldada y fundida que se utilizan en aplicaciones de vacío, solera de rodillos y hornos multipropósito.
Desde cestas apilables para hornos de vacío hasta pantallas de malla soldada y cestas de carga combinadas, cada diseño está diseñado para un tipo de horno, perfil de carga y rango de temperatura específicos.
Una cesta rara vez funciona sola. Se asienta sobre una bandeja base de tratamiento térmico, se coloca mediante un dispositivo de tratamiento térmico y, a menudo, viaja a través del horno sobre rodillos del horno o un rodillo de solera diseñado para hornos de cinta de eslabones fundidos. Al evaluar la construcción de fundición versus la de malla, es útil observar todo el sistema de carga en lugar de la canasta de forma aislada.
Para aplicaciones de precisión, como componentes aeroespaciales o de rodamientos, una canasta de fundición de precisión construida con tolerancias estrictas en los puntos de soporte puede reducir la distorsión de la pieza de trabajo al mantener el espacio entre los soportes internos por debajo de aproximadamente 200 mm, lo cual es un factor significativo independientemente de si la carcasa exterior está fundida o soldada.
Utilice la lista de verificación a continuación como referencia rápida al especificar una canasta nueva para una línea de horno nueva o existente.
| Pregunta | Si es así, inclínate hacia |
|---|---|
| ¿La carga supera los 150 kg por cesta o incluye piezas irregulares y pesadas? | Cesta fundida |
| ¿El horno funciona continuamente por encima de los 1000 °C? | Cesta fundida |
| ¿Las piezas necesitan una penetración rápida y uniforme de gas o aceite? | Cesta de malla de alambre |
| ¿Es importante minimizar el peso de la cesta para ahorrar energía? | Cesta de malla de alambre |
| ¿Es un requisito la reparación en el sitio mediante soldadura? | Cesta de malla de alambre |
| ¿Es la durabilidad a largo plazo más importante que el costo inicial? | Cesta fundida |
No existe una canasta única que sea universalmente mejor, solo una que se adapta mejor a un horno, carga y perfil de temperatura determinados. Las cargas pesadas e irregulares en hornos de ciclo alto y alta temperatura requieren una canasta fundida construida con una aleación resistente al desgaste y a la fatiga térmica. Las cargas livianas y distribuidas uniformemente que necesitan una rápida penetración en la atmósfera y una menor masa térmica se sirven mejor con una canasta de malla de alambre soldado. En realidad, muchas líneas de producción utilizan ambos: cestas fundidas para los hornos más pesados y de mayor funcionamiento, y cestas de malla para procesos más ligeros y de ciclos más rápidos, adaptando cada accesorio al trabajo que mejor realiza.


Centrarse en diseñar y fabricar piezas de acero de aleación desde 2006
 Tel: 0086-510-883331288
Tel: 0086-510-883331288  Dirección:[email protected]
Dirección:[email protected]  Dirección de la oficina: Sala 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, República Popular China Código postal: 214000.
Dirección de la oficina: Sala 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, República Popular China Código postal: 214000. 

 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804