
 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804















I. Principales tipos y formas estructurales
Los accesorios para hornos de cementación suelen ser sistemas modulares de alta resistencia, que se utilizan particularmente en hornos de cuba, hornos de tipo caja/multiusos y hornos de cementación continua de tipo empujador.
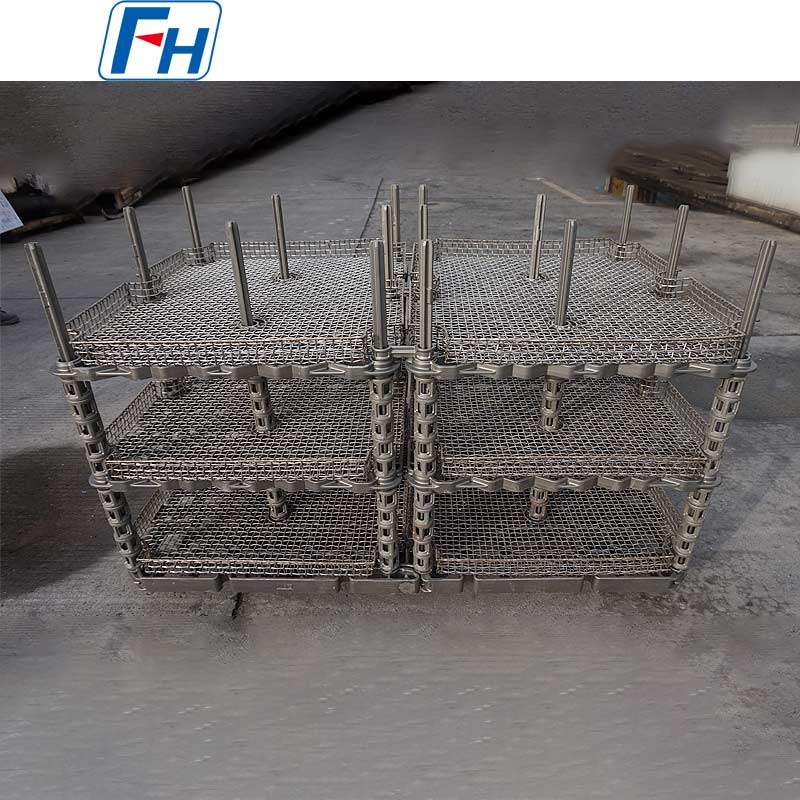
1. sistema de fijación del horno de cementación tipo foso:
- Estructura: El sistema central consta de una base, una retorta (olla del horno) y accesorios colgantes (cestas/rejillas).
- cestas/bastidores: colgados en el centro de la retorta, generalmente marcos cilíndricos o poligonales soldados a partir de barras/placas de acero resistentes al calor, con placas internas escalonadas. Las piezas de trabajo se apilan o cuelgan en el interior.
- Puntos clave del diseño: Debe garantizar canales de circulación atmosférica sin obstrucciones desde la pared de la retorta hasta el centro de la canasta. A menudo se diseña una guía de flujo central (conducto/cono) dentro de la canasta para forzar a la atmósfera, impulsada por un ventilador superior, a fluir hacia abajo a través de las piezas de trabajo y luego regresar a través del conducto central, creando convección forzada.
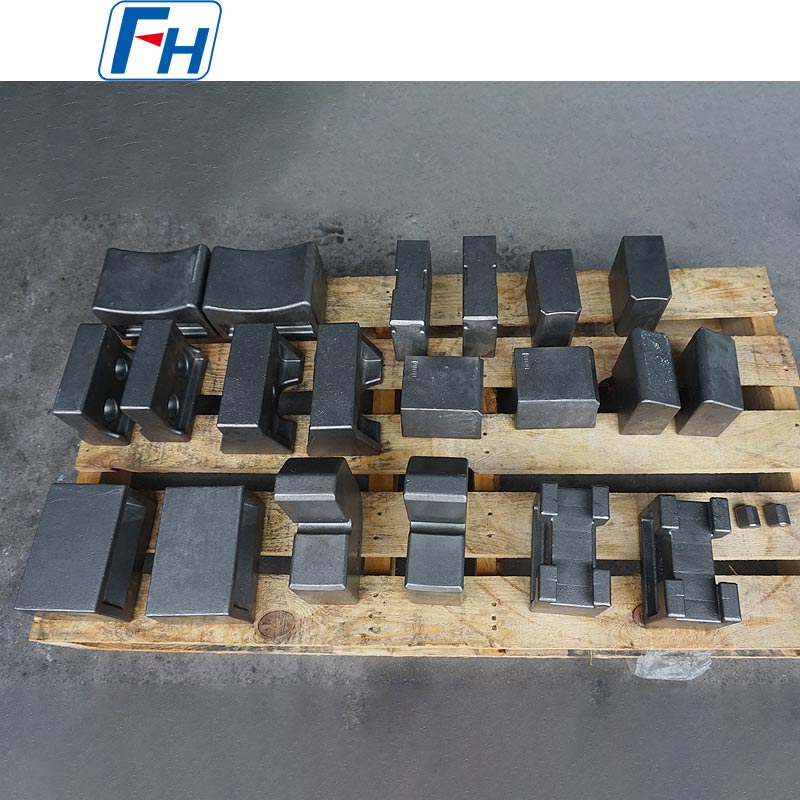
2. Accesorios de carburación para hornos tipo caja/multiusos:
- Estructura: Altamente consistente con el sistema de fijación del horno multipropósito descrito anteriormente, pero con mayores requisitos de materiales. Compuesto por bandejas de alta resistencia, soportes de alta resistencia y cestas/espaciadores.
- Características: Debe resistir la transferencia automática desde la cámara de calentamiento a la cámara de enfriamiento, lo que impone demandas extremadamente estrictas sobre la planitud y resistencia de las bandejas.
3. Accesorios para hornos de cementación continua tipo empujador:
01. Estructura: La bandeja resistente (a menudo llamada "bote") es el núcleo. Se empuja progresivamente sobre carriles a través de múltiples zonas: precalentar, carburar, difundir, templar, etc.
02. Núcleo de diseño:
- Par de fricción bandeja/riel: un gran desafío técnico. Requiere el uso de aleaciones resistentes al calor de alta calidad (p. ej., RA330) y un diseño optimizado (p. ej., agregar bloques deslizantes, usar pares de materiales diferentes) para reducir la fricción y el desgaste a altas temperaturas.
- Sellado de atmósfera: El espacio entre la bandeja y la solera del horno debe ser mínimo pero sin causar atascos, para evitar que la atmósfera se mezcle entre zonas.
II. Selección de materiales: el factor decisivo para la vida útil
El fallo de los accesorios de cementación casi siempre se debe a la fragilización del material debido a una carburación profunda y al agrietamiento por fatiga térmica. La selección de materiales es primordial.
01. Materiales estándar de oro: aleaciones austeníticas resistentes al calor con alto contenido de níquel y cromo. Su alto contenido de níquel impide efectivamente la difusión de los átomos de carbono, lo que ralentiza significativamente la tasa de carburación del propio dispositivo.
- Elección principal: RA 330 (35Ni-18cr) o equivalente. Ofrece la mejor combinación general de resistencia a altas temperaturas, resistencia a la carburación y resistencia a la fatiga térmica. Es el estándar de la industria para accesorios de cementación de servicio pesado.
- Elección común: AISI 314 (25Cr-20Ni), AISI 310S. Rendimiento ligeramente inferior pero más rentable, adecuado para aplicaciones menos exigentes.
- Elección Premium: Inconel 600/601. Rendimiento excepcional, con resistencia a la carburación, pero muy caro. Se utiliza para las piezas más críticas o donde se requiere una vida útil ultralarga.
02. Materiales estrictamente prohibidos: Aceros al carbono simples, aceros de baja aleación (por ejemplo, AISI 1018, 4140). Se volverán quebradizos, se expandirán y se agrietarán debido a una carburación severa en tan solo unos pocos ciclos, fallarán rápidamente y generarán grandes cantidades de incrustaciones que contaminarán el horno y las piezas de trabajo.
III. Resumen
Los accesorios del horno de cementación son la "columna vertebral" del proceso de cementación. Deben permanecer estables en el ambiente químico más severo (atmósfera carburante fuerte) y en las condiciones físicas más severas (alta temperatura, carga pesada, larga duración). La calidad de su diseño y selección de materiales determina directamente:
- Uniformidad y consistencia de casos (calidad del producto)
- Carga por lote y eficiencia de producción (costo de producción)
- Vida útil del accesorio y frecuencia de mantenimiento (costo del equipo)
Una comprensión profunda del principio de que "los materiales resistentes a la carburación (por ejemplo, RA330) son la base y el diseño de flujo en atmósfera forzada es la clave" es fundamental para el diseño y la gestión exitosos de los accesorios de cementación. No son simplemente bastidores para guardar piezas, sino que son los directores del flujo de gas de proceso y los guardianes invisibles de la calidad del producto.
Tabla de grados de materiales:
| Acero resistente al calor | |||||||||||||
| / | GB ( 中 ) | DIN ( 德 ) | ASTM ( 美 ) | JIS ( 日 ) | Composición química (%) | Temperatura máxima de funcionamiento | |||||||
| C | Si | mn | Cr | Ni | Nb/Cb | Mo | Otro | ||||||
| 1 | ZG40Cr27Ni4 | 1.4823 | alta definición | SCH11 | 0,30 - 0,50 | ≤2,00 | ≤1,00 | 24.00 - 28.00 | 4.00 - 6.00 | - | ≤0,50 | - | 1050℃ |
| 2 | ZG40Cr22Ni10 | 1.4826 | frecuencia cardíaca | SCH12 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 19.00 - 23.00 | 8.00 - 12.00 | - | ≤0,50 | - | 950℃ |
| 3 | ZG30Cr28Ni10 | - | el | SCH17 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 | 8.00 - 11.00 | - | - | - | 1050℃ |
| 4 | ZG40Cr25Ni12 | 1.4837 | HH | SCH13 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 27.00 | 11.00 - 14.00 | - | ≤0,50 | - | 1050℃ |
| 5 | ZG30Cr28Ni16 | - | hola | SCH18 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 | 14.00 - 18.00 | - | - | - | 1100℃ |
| 6 | ZG40Cr25Ni20Si2 | 1.4848 | Hong Kong | SCH21 | 0,30 - 0,50 | ≤1,75 | ≤1,50 | 23.00 - 27.00 | 19.00 - 22.00 | - | ≤0,50 | - | 1100℃ |
| 7 | ZG30Cr20Ni25 | - | hn | SCH19 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 19.00 - 23.00 | 23.00 - 27.00 | - | - | - | 1100℃ |
| 8 | ZG40Cr19Ni39 | 1.4865 | HU | SCH20 | 0,35 - 0,75 | ≤2,50 | ≤2,00 | 17.00 - 21.00 | 37.00 - 41.00 | - | - | - | 1020℃ |
| 9 | ZG40Cr15Ni35 | 1.4806 | HT | SCH15 | 0,35 - 0,70 | ≤2,00 | ≤2,00 | 15.00 - 19.00 | 33.00 - 37.00 | - | ≤0,50 | - | 1000℃ |
| 10 | ZG40Cr25Ni35Nb | 1.4852 | caballos de fuerzaCb | SCH24Nb | 0,30 - 0,50 | ≤2,00 | ≤2,00 | 24.00 - 28.00 | 33.00 - 37.00 | 0,80 - 1,80 | ≤0,50 | - | 1100℃ |
| 11 | ZG40Cr19Ni39Nb | 1.4849 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 18.00 - 21.00 | 36.00 - 39.00 | 1,20-1,80 | ≤0,50 | - | 1100℃ |
| 12 | ZG40Cr24Ni24Nb | 1.4855 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 23.00 - 25.00 | 23.00 - 25.00 | 0,80 - 1,80 | ≤0,50 | - | 1050℃ |
| 13 | ZG40Cr25Ni35 | 1.4857 | HP | SCH24 | 0,35 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 28.00 | 33.00 - 37.00 | - | ≤0,50 | - | 1100℃ |
| 14 | ZG1Cr20Ni32Nb | 1.4859 | - | - | 0,06 - 0,15 | 0,50 - 1,50 | ≤2,00 | 19.00 - 21.00 | 31.00 - 33.00 | 0,50 - 1,50 | ≤0,50 | - | 1050℃ |
| 15 | ZG45Cr12Ni60 | - | HW | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 10.00 - 14.00 | 58,00 - 62,00 | - | - | - | 1100℃ |
| 16 | ZG45Cr18Ni66 | - | HX | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 15.00 - 19.00 | 64,00 - 68,00 | - | - | - | 1100℃ |
| 17 | ZG1Cr28Co50 | 2.4778 | - | - | 0,05 - 0,25 | 0,50 - 1,00 | ≤1,50 | 27.00 - 30.00 | ≤1,00 | ≤0,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 18 | ZG30Cr28Co50Nb | 2.4779 | - | - | 0,25 - 0,35 | 0,50 - 1,50 | 0,50 - 1,50 | 27.00 - 29.00 | - | 1,50 - 2,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 19 | ZG40Cr28Ni48W5 | 2.4879 | - | SCH42 | 0,35 - 0,55 | 1,00 - 2,00 | ≤1,50 | 27.00 - 30.00 | 47,00 - 50,00 | - | ≤0,50 | Ancho: 4,0 - 5,5 | 1200℃ |
Preguntas frecuentes:
P: ¿Cómo realizar una consulta?
R: Paso 1, proporciónenos algunos detalles sobre su horno, la temperatura de funcionamiento, el método de enfriamiento, el peso de carga de su horno, etc.
Paso 2, es mejor proporcionar dibujos en 3D;
Paso 3, cuando tengamos suficientes detalles, podremos diseñar los dibujos de los productos y cotizarlos en consecuencia;
P: ¿Cuándo puedo obtener el precio?
R: Generalmente cotizamos dentro de las 24 horas posteriores a la recepción de su consulta (excepto fines de semana y días festivos). Si es muy urgente conseguir el precio, por favor envíenos un correo electrónico o póngase en contacto con nosotros de otras formas para que podamos ofrecerle un presupuesto.
P: ¿Cuándo se realizará la entrega? /¿Cuál es el tiempo de entrega?
R: -Pedido de muestra: 35 días después de recibir el pago completo.
-Pedido de stock: 10 días después de recibir el pago completo
-Pedido OEM: 30 días después de recibir el depósito.
P: ¿Cuál es su servicio postventa?
R: 1 año de garantía para todo tipo de productos;
Si encuentra algún accesorio defectuoso la primera vez, le daremos las piezas nuevas de forma gratuita para que las reemplace en el siguiente pedido. Como fabricante experimentado, puede estar seguro de la calidad y el servicio posventa.
P: ¿Cuál es su condición de pago?
R: T/T
Pago<=USD10000, 100% por adelantado. Pago>USD10000, 50% T/T por adelantado, saldo antes del envío.
P: ¿Cuál es el método de envío?
R: Transportado por DHL, UPS, EMS, Fedex, transporte aéreo, marítimo o en tren.






 Tel: 0086-510-883331288
Tel: 0086-510-883331288  Dirección:
Dirección: Dirección de la oficina: Sala 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, República Popular China Código postal: 214000.
Dirección de la oficina: Sala 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, República Popular China Código postal: 214000. 