
 English
English Español
Español italiano
italiano Deutsch
Deutsch 0086-13338774804
0086-13338774804














I. características principales y desafíos graves
1. Volatilidad ultrabaja (prioridad máxima): Los materiales para herramientas deben exhibir una presión de vapor extremadamente baja en condiciones de alta temperatura y alto vacío. cualquier sustancia volátil contaminará directamente el ambiente limpio dentro del horno, se condensará en las paredes frías (generalmente camisas enfriadas por agua), dañará la integridad del vacío y puede depositarse en las superficies de la pieza de trabajo, lo que provocará el rechazo del producto (por ejemplo, deterioro de la calidad de la soldadura fuerte, reducción del rendimiento de la superaleación).
2. Excelente resistencia a la fluencia a altas temperaturas: Los hornos de vacío se utilizan comúnmente para procesar piezas de trabajo de alto valor (por ejemplo, componentes aeroespaciales, matrices de herramientas) a temperaturas extremadamente altas (hasta 1300 °C o incluso 2200 °C y superiores). Las herramientas deben mantener una capacidad de carga a largo plazo sin deformaciones significativas a estas temperaturas.
3. Estabilidad química y limpieza superiores: Los materiales en sí deben ser muy puros y estar libres de impurezas de bajo punto de fusión (p. ej., zinc, cadmio, plomo). Las superficies deben estar limpias, sin residuos de aceite, humedad u óxidos, todos los cuales se volatilizan violentamente en el vacío.
4. Alto rendimiento de radiación térmica: En un ambiente de vacío, la transferencia de calor depende casi exclusivamente de la radiación. Por lo tanto, la condición de la superficie (emisividad) y el diseño estructural de los materiales de las herramientas son fundamentales para garantizar un calentamiento uniforme de las piezas de trabajo.
5. Coeficiente coincidente de expansión térmica (CTE): Las diferencias en la expansión térmica entre las herramientas y las piezas de trabajo durante los ciclos de calentamiento y enfriamiento generan tensión, lo que puede causar deformación de la pieza de trabajo o daños a las herramientas.
II. Selección de materiales principales.
La selección de materiales para las herramientas del horno de vacío es fundamental para su diseño y determina el éxito o el fracaso del proceso.
1. Grafito
2. Molibdeno y Tungsteno
3. Aleaciones de metales refractarios (como TZM: aleación de titanio-circonio-molibdeno)
4. Cerámica
5. Aleaciones de alta temperatura (como Inconel 600/601/617, Haynes 230, SCH42)
III. resumen
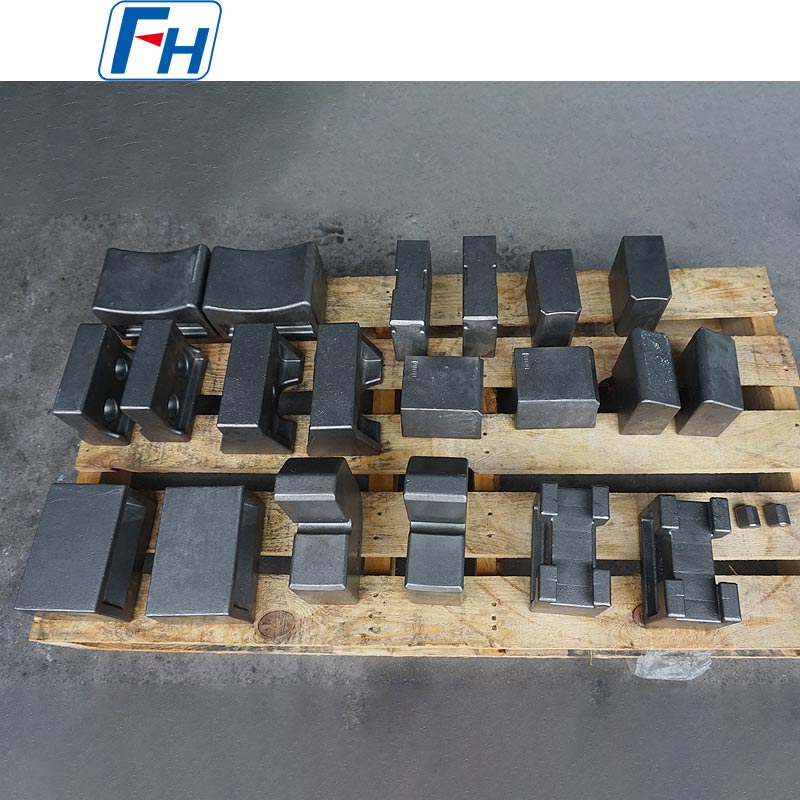
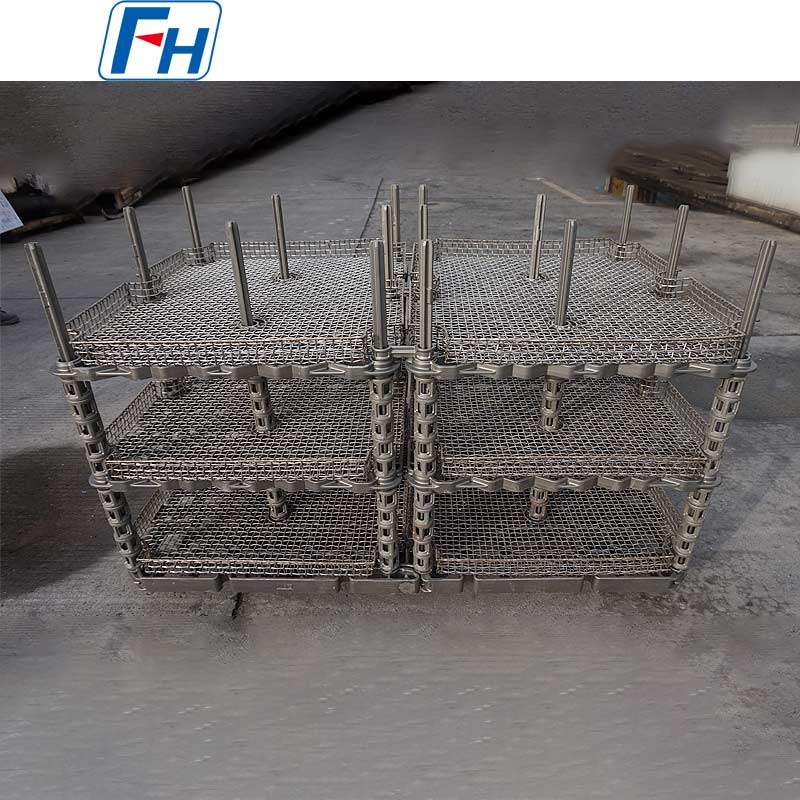
Los accesorios de los hornos de vacío son la interfaz fundamental que conecta el entorno del proceso de pureza ultra alta con productos de alto rendimiento. No son simplemente soportes físicos, sino guardianes de la pureza del proceso, modeladores del campo térmico y garantías de la precisión de la pieza de trabajo.
La lógica central para su selección y diseño es: hacer un equilibrio entre grafito (económico, alta temperatura), metales refractarios (muy alta temperatura, alta pureza), cerámica (ultralimpia, inerte) y aleaciones especiales (estructuras complejas, temperatura media), en función de la temperatura del proceso, el material de la pieza de trabajo (sensibilidad al carbono) y los requisitos de limpieza.
Invertir en accesorios para hornos de vacío correctamente diseñados y mantenidos es un requisito previo necesario para garantizar el éxito de los tratamientos térmicos de alto valor añadidos en campos como el aeroespacial, los semiconductores y las herramientas de corte de primera calidad. Representa una profunda comprensión y dominio de los límites de los materiales y procesos.
Tabla de grados de materiales:
| Acero resistente al calor | |||||||||||||
| / | ES | DIN | ASTM | JIS | Composición química (%) | Temperatura máxima de funcionamiento | |||||||
| C | si | min | cr | Ni | Nb/Cb | Mo | Otro | ||||||
| 1 | ZG40Cr27Ni4 | 1.4823 | alta definición | SCH11 | 0,30 - 0,50 | ≤2,00 | ≤1,00 | 24.00 - 28.00 | 4.00 - 6.00 | - | ≤0,50 | - | 1050℃ |
| 2 | ZG40Cr22Ni10 | 1.4826 | frecuencia cardiaca | SCH12 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 19.00 - 23.00 | 8.00 - 12.00 | - | ≤0,50 | - | 950℃ |
| 3 | ZG30Cr28Ni10 | - | el | SCH17 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 | 8.00 - 11.00 | - | - | - | 1050℃ |
| 4 | ZG40Cr25Ni12 | 1.4837 | HH | SCH13 | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 27.00 | 11.00 - 14.00 | - | ≤0,50 | - | 1050℃ |
| 5 | ZG30Cr28Ni16 | - | hola | SCH18 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 26.00 - 30.00 | 14.00 - 18.00 | - | - | - | 1100℃ |
| 6 | ZG40Cr25Ni20Si2 | 1.4848 | hong kong | SCH21 | 0,30 - 0,50 | ≤1,75 | ≤1,50 | 23.00 - 27.00 | 19.00 - 22.00 | - | ≤0,50 | - | 1100℃ |
| 7 | ZG30Cr20Ni25 | - | hn | SCH19 | 0,20 - 0,50 | ≤2,00 | ≤2,00 | 19.00 - 23.00 | 23.00 - 27.00 | - | - | - | 1100℃ |
| 8 | ZG40Cr19Ni39 | 1.4865 | HU | SCH20 | 0,35 - 0,75 | ≤2,50 | ≤2,00 | 17.00 - 21.00 | 37.00 - 41.00 | - | - | - | 1020℃ |
| 9 | ZG40Cr15Ni35 | 1.4806 | HT | SCH15 | 0,35 - 0,70 | ≤2,00 | ≤2,00 | 15.00 - 19.00 | 33.00 - 37.00 | - | ≤0,50 | - | 1000℃ |
| 10 | ZG40Cr25Ni35Nb | 1.4852 | caballos de fuerzaCb | SCH24Nb | 0,30 - 0,50 | ≤2,00 | ≤2,00 | 24.00 - 28.00 | 33.00 - 37.00 | 0,80 - 1,80 | ≤0,50 | - | 1100℃ |
| 11 | ZG40Cr19Ni39Nb | 1.4849 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 18.00 - 21.00 | 36.00 - 39.00 | 1,20-1,80 | ≤0,50 | - | 1100℃ |
| 12 | ZG40Cr24Ni24Nb | 1.4855 | - | - | 0,30 - 0,50 | 1,00 - 2,50 | ≤2,00 | 23.00 - 25.00 | 23.00 - 25.00 | 0,80 - 1,80 | ≤0,50 | - | 1050℃ |
| 13 | ZG40Cr25Ni35 | 1.4857 | caballos de fuerza | SCH24 | 0,35 - 0,50 | 1,00 - 2,50 | ≤2,00 | 24.00 - 28.00 | 33.00 - 37.00 | - | ≤0,50 | - | 1100℃ |
| 14 | ZG1Cr20Ni32Nb | 1.4859 | - | - | 0,06 - 0,15 | 0,50 - 1,50 | ≤2,00 | 19.00 - 21.00 | 31.00 - 33.00 | 0,50 - 1,50 | ≤0,50 | - | 1050℃ |
| 15 | ZG45Cr12Ni60 | - | HW | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 10.00 - 14.00 | 58,00 - 62,00 | - | - | - | 1100℃ |
| 16 | ZG45Cr18Ni66 | - | HX | - | 0,35 - 0,75 | ≤2,00 | ≤2,00 | 15.00 - 19.00 | 64,00 - 68,00 | - | - | - | 1100℃ |
| 17 | ZG1Cr28Co50 | 2.4778 | - | - | 0,05 - 0,25 | 0,50 - 1,00 | ≤1,50 | 27.00 - 30.00 | ≤1,00 | ≤0,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 18 | ZG30Cr28Co50Nb | 2.4779 | - | - | 0,25 - 0,35 | 0,50 - 1,50 | 0,50 - 1,50 | 27.00 - 29.00 | - | 1,50 - 2,50 | ≤0,50 | Co:48,0 - 52,0 | 1200℃ |
| 19 | ZG40Cr28Ni48W5 | 2.4879 | - | SCH42 | 0,35 - 0,55 | 1,00 - 2,00 | ≤1,50 | 27.00 - 30.00 | 47,00 - 50,00 | - | ≤0,50 | Ancho: 4,0 - 5,5 | 1200℃ |
Preguntas frecuentes:
P: ¿Cómo realizar una consulta?
R: Paso 1, proporciónenos algunos detalles sobre su horno, la temperatura de funcionamiento, el método de enfriamiento, el peso de carga de su horno, etc.
Paso 2, es mejor proporcionar dibujos en 3D;
Paso 3, cuando tengamos suficientes detalles, podremos diseñar los dibujos de los productos y cotizarlos en consecuencia;
P: ¿Cuándo puedo obtener el precio?
R: Generalmente cotizamos dentro de las 24 horas posteriores a la recepción de su consulta (excepto fines de semana y días festivos). Si es muy urgente conseguir el precio, por favor envíenos un correo electrónico o póngase en contacto con nosotros de otras formas para que podamos ofrecerle un presupuesto.
P: ¿Cuándo se realizará la entrega? /¿Cuál es el tiempo de entrega?
R: -Pedido de muestra: 35 días después de recibir el pago completo.
-Pedido de stock: 10 días después de recibir el pago completo
-Pedido OEM: 30 días después de recibir el depósito.
P: ¿Cuál es su servicio postventa?
R: 1 año de garantía para todo tipo de productos;
Si encuentra algún accesorio defectuoso la primera vez, le daremos las piezas nuevas de forma gratuita para que las reemplace en el siguiente pedido. Como fabricante experimentado, puede estar seguro de la calidad y el servicio posventa.
P: ¿Cuál es su condición de pago?
R: T/T
Pago<=USD10000, 100% por adelantado. Pago>USD10000, 50% T/T por adelantado, saldo antes del envío.
P: ¿Cuál es el método de envío?
R: Transportado por DHL, UPS, EMS, Fedex, transporte aéreo, marítimo o en tren.






 Tel: 0086-510-883331288
Tel: 0086-510-883331288  Dirección:
Dirección: Dirección de la oficina: Sala 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, República Popular China Código postal: 214000.
Dirección de la oficina: Sala 1105, Edificio 6, Jiaye Wealth Centre, Wuxi, Jiangsu, República Popular China Código postal: 214000. 